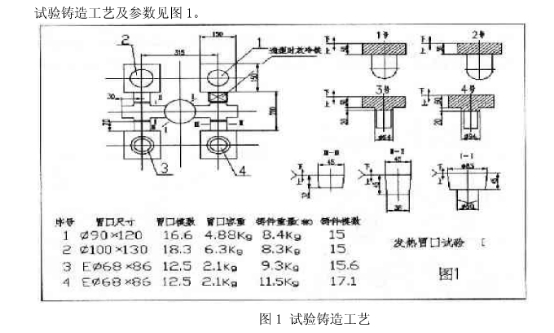
我们在江苏某阀门有限公司碳钢(含碳量0.20%)阀门铸件生产中,运用XY-E型中68XH86的发热保温冒口套和某厂生产的φ90XH120、中100XH130的保温冒口为补缩系统的主体,在其他工 艺条件相同的情况下,进行生产对比试验。在铸件清砂后对每一个铸件连同冒口秤重; 向胃口中灌 水,测缩孔体积:切割冒口后秤铸件重量; RT检查;化学成分分析。研究发热保温冒口模数与铸件模数之间的关系。
1试验铸造工艺及参数
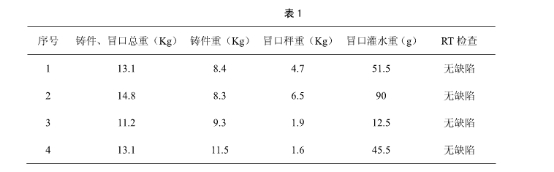
1.2试验结果
试验结果见表1。
1.3试验结果分析
运用XY-E型中68 X H86的发热保温冒口生产3、4号试件,在冒口几何模数与铸件模数之比分别为0.73和0.80时,铸件未见缩孔、缩松缺陷。3号试件工艺出品率83.0%,4号试件工艺出品率 87. 8%。而运用某厂生产的中90XH120、中100XH130的保温胃口生产的1号试件,在冒口几何模数 与铸件模数之比为1.11, 2号试件为1.22 时,其补缩效果才与XY-E型φ68XH86的发热保温冒口相当,而工艺出品率则分别降至为64.1%和56.1%
生产应用证明: XY-E 型中68XH86的发热保温冒口,在铸件凝固初期,一方面冒口中的发热材料开始充分燃烧,释放大量的热量。另一方面冒口中的保温材料又有效阻止了对流的热损失,使冒口内钢水凝固的时间大大延长,补缩效率更高。
1.4有效模数的确定
从多次试验中我们发现:XY型发热保温冒口的效能系数(即有效模数与几何模数之比)为1.6,当冒口的几何模数与铸钢铸件模数之比控制在0.70~0.8时,可有效预防铸件产生收缩类缺陷。例如 上述试验中的3、4号试件,发热保温冒口几何模数与铸件模数之比为0.73、 0.8, 无缩孔、缩松缺陷;而在其他多次试验中,当冒口几何模数与铸件模数之比<0.7时,铸件将会出现不同程度的缩松和缩孔缺陷。


